Так же как и западные кузнецы Средневековья, применявшие зонную
закалку, японские мастера закаляют клинки не равномерно, а дифференцировано.
Зачастую клинок изначально имеет прямую форму и получает характерный изгиб в
результате закалки, дающей лезвию твердость 60 по Роквеллу, а задней
части меча — лишь 40 единиц. В основе закалки
лежит изменение кристаллической структуры стали: за счет быстрого охлаждения
раскаленного металла (обычно оно происходит в ванне с водой) аустенит превращается в мартенсит, имеющий больший объем. Из-за
этого режущая часть меча растягивается и меч изгибается. Изогнутый меч имеет то
преимущество, что он лучше режет и обеспечивает более эффективный удар. Поэтому
такой тип получил широкое распространение.
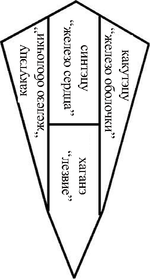
Схематическое
изображение лезвия катаны в разрезе.
Перед закалкой меч покрывается смесью из
глины и угольного порошка (могут содержаться и другие ингредиенты).
На лезвие наносится более тонкий слой, чем на другие участки меча. Для закалки
лезвие нагревается сильнее, чем задняя часть. При этом важно, чтобы, несмотря
на разницу температур (например, 750—850 °C), меч в
поперечном сечении и обратная сторона нагревались равномерно. Во время
охлаждения в теплой воде лезвие, нагретое сильнее остальных частей, остывает быстрее
и получает более высокое содержание мартенсита, чем другие участки меча.
Граница этой узкой зоны (Хамон) хорошо заметна после закалки и полировки меча. Она
представляет собой не линию, а довольно широкую зону.
Некоторые кузнецы придают Хамону более замысловатую форму, нанося
глину волнообразно, неравномерно или узкими косыми линиями. Полученный таким
образом рисунок Хамона служит для
идентификации принадлежности меча к определенной кузнечной школе, но, как
правило, не является показателем качества. Можно встретить весьма
высококачественные клинки с прямым, шириной не более миллиметра, Хамоном, равно как и экземпляры с очень
волнистым рисунком, считающиеся грубой работой, и наоборот. Хамон с множеством узких «волн»
образует в мече узкие эластичные участки (Аси),
препятствующие распространению трещин в металле. Однако в случае образования
поперечной трещины меч становится непригодным к использованию.
Варьируя длительность и температуру нагрева,
предшествующего охлаждению, кузнец может добиться и других эффектов на
поверхности меча (например, Ниэ и Ниой — характерные мартенситные
образования различного размера).
За закалкой (нагревом и охлаждением) следует отпуск — нагрев
закаленного изделия в печи с последующим медленным охлаждением. При температуре
около 200 °C происходит снятие внутренних напряжений в металле, благодаря
чему достигается необходимый баланс твердости и вязкости.
Термическая обработка — весьма тонкий
этап в изготовлении Катаны, и даже
опытный кузнец может потерпеть здесь неудачу. В этом случае меч заново
закаляется и отпускается. Однако процесс можно повторять лишь ограниченное
число раз: если все попытки провалились, остается лишь выбросить неудачный
клинок и приниматься за отливку новой заготовки.
Сочетание жесткого лезвия и эластичной основы
придает металлу Катаны чрезвычайную вязкость и одновременно долговременную
остроту.




